فرایند ترموفرمینگ عموماً از ۵ مرحله تشکیل شده است:
- ماده در یک قاب ثابت نگه داشته میشود.
- ورق حرارت داده میشود تا نرم شود. این حرارت از طریق لامپهای فرو سرخ یا بخارداغ و یا … تامین میشود.
- شکل دهی از طریق اعمال خلا، فشار و یا به کمک نیروی مکانیکی انجام میشود.
- قطعه خنک میشود تا بدون تغییر شکل بتوان آن را برداشت.
- مواد اضافی، معمولاً آن قسمتی که بین گیرهها هستند، بریده میشود.
ترموفرمینگ عموماً به دو گروه روش کلی ابتدایی و پیشرفته صورت میگیرد، در گروه روشهای ابتدایی و پایهای قطعه حرارت دیده در یک عملیات تک مرحلهای شکل داده میشود، اما در گروه روشهای پیشرفته صفحه حرارت داده شده، پیش از شکل دهی تحت کشش قرار میگیرد.
روشهای ابتدایی
شکل دهی با خلا مستقیم
این یکی از معمول ترین روشهای ترموفرمینگ است. خلا هوای بین صفحه ماده و قالب را حذف میکند و صفحه را به سمت قالب ماده یا نر میکشاند. در واقع خلا از زیر صفحه اعمال میشود و آن را به سمت قالب میکشاند.
چندین فاکتور در ترموفرمینگ به روش اعمال مستقیم خلا مهم است:
- سطح ابزار (قالب)
- اندازه محفظههای خلا
- فاصله محفظههای خلا
ترموفرمینگ به روش اعمال مستقیم خلا معمولاً امکان بازتولید خوب قالب و چرخه تولید سریع را ممکن میسازد. این فرآیند همچنین برای تولید قطعات محکم مناسب است، چرا که ضخامت دیوارهها در لبه ورقه تقریباً مشابه با ورقه اصلی خواهد بود. این روش یک کاندید مناسب برای قطعاتی با پروفایلهای کم است که نیازمند عمقهای زیاد نیستند.
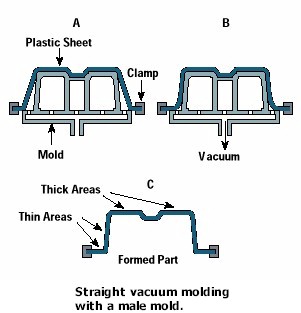
ترموفرمینگ Drape
این فرایند زمانی به کار میرود که انحناهای زیاد، اما ساده داشته باشیم، مانند صفحههای تبلیغاتی که به صورت استوانه باید باشند. این فرایند مشابه ترموفرمینگ تحت خلا میباشد، با این تفاوت که پس از مرحله حرارت دهی، ورق توسط گیرهها کشیده شده، روی یک قالب نر قرار میگیرد و خلا برقرار میشود. قالب نر در مقایسه با قالب ماده ارزان تر میباشد و ساخت آن ساده تر است، اما زودتر خراب میشود. در اینجا ضخامت یکنواخت تر است. قطعاتی که به این روش تولید میشوند دارای چند ویژگی خاص هستند:
- واضح ترین جزئیات در بیرون قطعه ایجاد میشوند.
- قطعه تولید شده در نواحی که ورقه بالاترین بخش قالب را لمس میکند با ضخامتی مشابه با ضخامت ورقه اصلی (فرآیند نشده) جامد میشود.
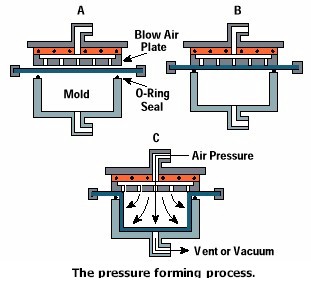
ترموفرمینگ با فشار
در فرآیند ترموفرمینگ با فشار، ورقه حرارت دیده شده درون قالب با استفاده از هوای متراکم تحت فشار قرار میگیرد و سپس ورقه با لبههای قالب تماس پیدا میکند. فشار هوا به سمتی از ورق که از قالب دور است اعمال میشود. این فرایند باعث میشود که ورقه شکل قطعه مورد نظر را به خود بگیرد. اغلب، به منظور تماس بهتر ورقه با قالب از یک خلا اولیه استفاده میشود. ترموفرمینگ با فشار نسبت به ترموفرمینگ با خلا سرعت بیشتری دارد، چرا که ورق میتواند در دماهای پایین تر شکل بگیرد.
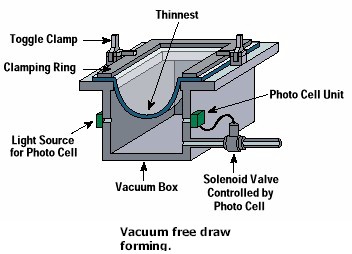
کشش آزاد (free drawing)
در این روش هم از خلا و هم از فشار برای تولید قطعات بدون استفاده از قالب استفاده میشود. این تکنیک برای کاربردهایی که نیازمند شفافیت یا کارایی نوری هستند مثل پنجرهها مناسب میباشد. در حقیقت، به علت اینکه ورقه قالب را لمس نمیکند، کارایی نوری آن مشابه با ورقه اصلی خواهد بود. در این روش، ورقه حرارت دیده توسط فشار هوا درون یک حباب دمیده میشود، یا به وسیله خلا درون یک حفره کشیده میشود. حباب شکل گرفته، سپس به وسیله فشار یا خلا تا زمانی که سرد شود، نگه داشته میشود.
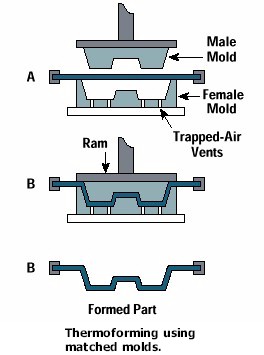
شکل دهی با قالبهای منطبق بر هم
در این روش از دو قالب مشابه هم برای شکل دهی ورق حرارت دیده استفاده میشود. ورقه نرم شده بین دو قالب تحت فشار شکل داده میشود. وقتی نیمههای قالب به ورقههای منعطف نزدیک میشود، با خروج هوا از منافذ قالب قطعه نهایی شکل میگیرد. شکل دهی توسط قالبهای منطبق بر هم یک کاندید خوب برای کاربردهایی است که نیازمند بازتولید دقیق جزئیات قالب مثل بافت و در آنها هستیم.
روشهای پیشرفته ترموفرمینگ
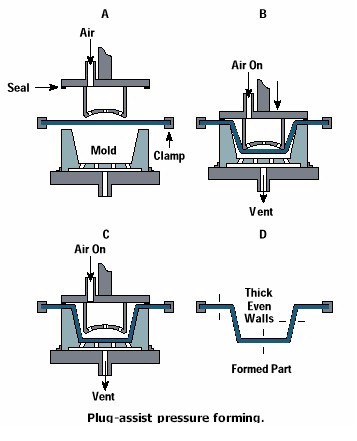
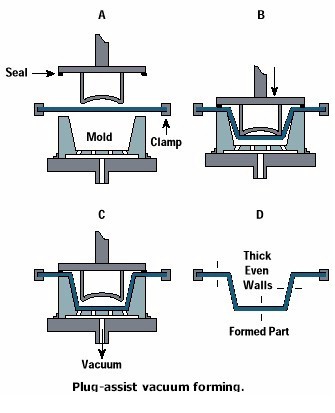
ترموفرمینگ به کمک پلاگ
در این روش تعداد زیادی از ویژگیهای خوب شکل دهی با اعمال خلا مستقیم و شکل دهی با فشار با هم ترکیب میشود. به این روش میتوان قطعات نهایی با توزیع خوبی از ماده به دست آورد و قطعه را به راحتی از قالب جدا کرد. ورقه حرارت دیده روی یک قالب ماده محکم میشود. وقتی نیروی پلاگ ورقه را به سمت حفره قالب فشار میدهد، هوای زیر ورقه متراکم میشود اما به قالب نمیچسبد.
در نزدیکی کف قالب پلاگ متوقف میشود. به علت اینکه پلاگ اطراف قالب را لمس نمیکند، ورقه به طور یکنواخت تری تحت کشش قرار میگیرد. سپس خلا ورقه را در تماس مستقیم با قالب قرار میدهد و قطعه شکل میگیرد و در این مرحله پلاگ حذف میشود.
در این روش میتوان از فشار به جای خلا نیز استفاده کرد. بعد از اینکه پلاگ ورقه را به سمت قالب هل میدهد، فشار از سمت پلاگ باعث میشود که ورقه در اطراف پلاگ موجدار شود و با قالب تماس پیدا کند.
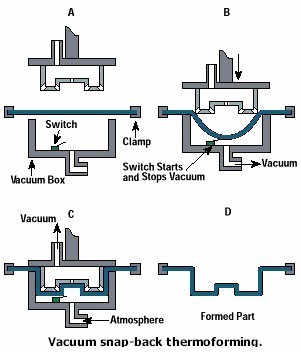
شکل دهی به روش snap-back
در این روش ورقه حرارت دیده از پشت به قالب نر میچسبد. ورقه گرم شده به محفظه خلا متصل میشود، سپس خلا اعمال میشود؛ این عمل باعث کشیده شدن ورقه پیش ازقالبگیری میگردد. بعد از اینکه ورقه در خلاف جهت قالب دچار کشش میشود، جریان خلا از محفظه قطع میشود و ورقه تحت تاثیر خلا اعمال شده از سمت قالب به قالب میچسبد. در این مرحله جریانهای خنک کننده فعال میشود و تا زمان سرد شدن کامل قطعه خلا برقرار است.
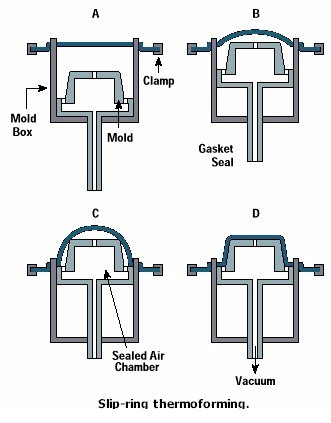
ترموفرمینگ به روش لغزش حلقه
این روش همانند روش snap-back است. تفاوت کوچک این روش استفاده از یک روش جایگزین برای کشش ورقه است. ورقه حرارت دیده روی یک حلقه لغزشی قرار میگیرد. این حلقه به دور پایه قالب کشیده شده و ورقه همزمان با حرکت حلقه دچار کشش میشود. وقتی ورقه کشیده شد، خلا اعمال میشود تا ورقه کشیده شده شکل قالب را به خود بگیرد. قطعاتی که به این روش تولید میشوند، یکنواختی خوبی از لحاظ ضخامت دیوارهها دارند.
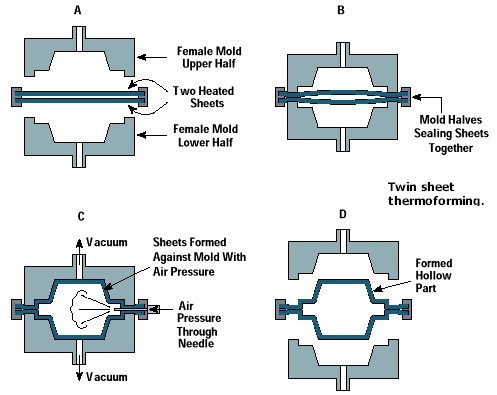
ترموفرمینگ ورقههای دو تایی
شکل دهی ورقههای دو تایی اساساً برای تولید قطعاتی که نیاز به سختی و استحکام بالا دارند مورد استفاده قرار میگیرد. همچنین این روش برای تولید قطعاتی که دارای دیوارههای دو تایی هستند مناسب است. در برخی کاربردها، شکل دهی ورقههای دوتایی یک جایگزین برای قالبگیری بادی به شمار میرود. این فرایند یک فرایند ساده است. با این حال، تولید قطعات یک شکل نیازمند تجهیزات بسیار دقیق میباشد. در این روش، دو ورقه پلاستیک گرم شده و به طور جداگانه در چارچوبهایی با گیره محکم میشوند. دو قالب ماده مورد استفاده قرار میگیرند. ورقههای حرارت دیده ما بین دو نیم قالب ماده بالایی و پایینی قرار داده میشوند. نیمههای قالب سپس به هم نزدیک میشوند و یک جریان خلا از قسمت بیرونی قالبها اعمال شده و به طور همزمان با آن بین دو قطعه هوا وارد میشود تا ورقهها به سمت قالبها حرکت کنند و شکل آنها را به خود بگیرند، این عمل به خنک سازی آنها نیز کمک میکند.
متشکرم
خیلی خوب بود.بسیار سپاس گزارم.